![[靈蜂智能官網]-專業紅外熱像儀廠家](http://linfun.com.cn/wp-content/uploads/2022/06/2022060807191642.png)
![[靈蜂智能官網]-專業紅外熱像儀廠家](http://linfun.com.cn/wp-content/uploads/2021/10/202110130602107.png)
使用一種新技術進行刀具測溫,以獲得加工Ti6Al4V和Inconel 718的切屑與刀具之間的界面(刀具前刀面)的全場溫度分布。紅外熱成像技術可為1250 K以上的目標溫度范圍提供高精度。在研究過程中,使用了透明釔鋁石榴石(YAG)工具為切屑工具界面提供了一條光路。
最開始嘗試在加工中產生熱量的實際點上對刀具測溫可以追溯到肖爾和赫伯特,他們引入了熱電偶技術。從那時起已實施的各種方法中,通過使用嵌入式熱電偶,金相分析和輻射測定法,在刀具測溫方面均表現出眾。這些方法可以分為高溫計和紅外熱成像方法。如果工件和工具材料不同,則熱電偶技術基于在切屑工具界面處存在熱電效應。它只能在界面上測量平均溫度。雖然可以將許多熱電偶放置在非常靠近芯片工具接口(嵌入式熱電偶)的位置來確定該接口處的溫度分布,但這些熱電偶的安裝成本高昂且非常繁瑣。更重要的是,必須鉆多個孔,這會改變通過工具的熱傳導并降低其強度。金相技術從與刀具直接接觸的切屑材料的微觀結構或硬度變化推斷出切屑-刀具界面的溫度。即使此方法能夠在900 K至1150 K的范圍內測量±25 K以內的溫度,它也僅適用于微觀結構變化對溫度非常敏感的工具材料。

圖為刀具裝置
在紅外熱成像中,可以將熱源在光譜的紅外或近紅外部分中的不同點發出的輻射轉換為源溫度,將黑體直接放在工具前刀面的頂部進行校準。如果使用高速相機測量輻射,則紅外熱像儀可以高時空分辨率返回源表面的溫度分布。該技術已用于研究切削刀具,切屑側面的溫度分布。使用紅外熱像儀確定切屑-工具界面溫度分布需要光學訪問工具前刀面。
相機對紅外線很敏感,目的是找到切屑-工具界面溫度和工具磨損之間的關系。據報道,Ti6Al4V在約2.5 m / s的加工速度和約300μm/ rev的進給速度下高達2000 K的溫度。對于AlZnMgCu1.5,在21.7 m / s的加工速度和400μm/ rev的進給速度下,溫度高達800K。對于在上面應用的加工速度和進給率產生的溫度范圍,紅外線發射率的不確定性導致溫度估算的相對較大誤差。也就是說,大約+/- 50K。
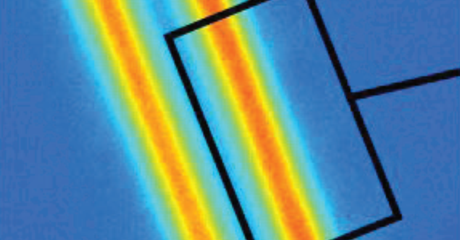
圖為紅外熱成像
結果表明,最高溫度發生在距切削刃一定距離且位于切屑工具接觸面兩側的金屬沉積區域。據報道,在約1.5 m / s的加工速度和約50μm/ rev的進給速度下,溫度高達?700K。紅外熱成像中的刀具測溫對發射率不確定性敏感性較低。溫度1250 K與溫度不確定度小于10 K有關。此外,使用的切削材料釔鋁石榴石(YAG)晶體實際上是透明的,并且非常堅硬 。YAG晶體也足夠便宜,以允許制造完整尺寸的工具,以利于全場工具前刀面溫度的觀察。
其他參數相同,當使用YAG刀具時,切削Ti6Al4V和Inconel 718時的切屑刀具界面溫度大致相同,但進給量大于100 μm時除外。這些溫度約為1000K。從切削刃到峰值溫度的距離隨著加工速度的增加而減小,并隨著進給量的增加而增加。峰值溫度出現在距切削刃的有限距離處,該距離小于切屑工具接觸區的長度。刀具前刀面的加工能力和/或摩擦力似乎可以直接控制切屑-刀具界面的峰值溫度。
參考文獻:
Jean Carlos Garcia-Gonzalez, Wilfredo Moscoso-Kingsley, and Viswanathan Madhavan. Jean Carlos Garcia-Gonzalez, Wilfredo Moscoso-Kingsley, and Viswanathan Madhavan. Procedia Manufacturing. 2016.